Discover the story behind our Bernheim Distillery, the largest independent, family-owned Bourbon Distillery in the world.
VIEW OUR DISTILLERY
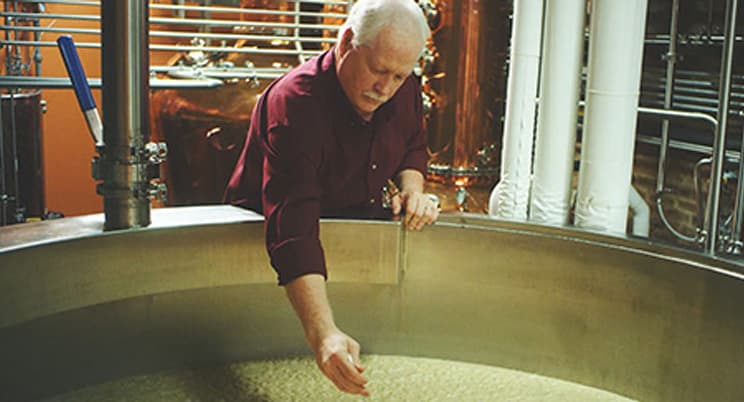
Heaven Hill Distillery has been perfecting the craft of distilling, aging, and selecting award-winning whiskeys for decades.
Learn More
Since 1935, the Shapira family has been at the helm of the largest family-owned and operated distillery in America. Discover their quintessential American success story.
Learn More
For over 85 years, we've devoted ourselves to the craft of fine American Whiskey. We're proud of the spirits we've crafted, and grateful the critics agree.
Learn More


We’re proud to produce more Bottled-in-Bond products than any other American Whiskey distiller.
VIEW THE EXPERIENCE
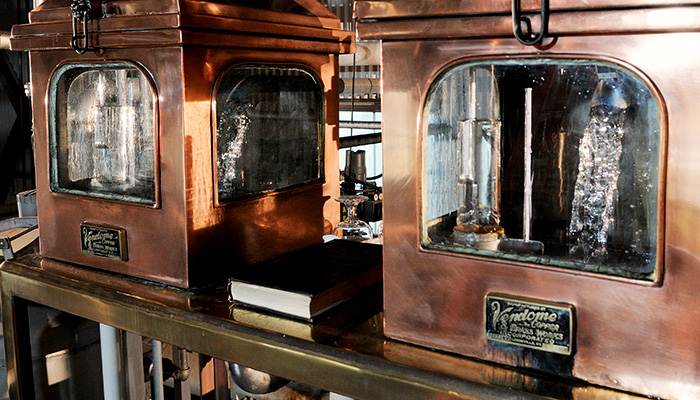
Just west of downtown Louisville sits Heaven Hill’s Bernheim Distillery—the only heritage distillery to produce every major style and type of American Whiskey, with five signature mashbills.
VIEW THE EXPERIENCE
Part of crafting high-quality whiskey for years to come involves protecting our natural resources.
Learn More
Cork is a 100% natural material that’s sustainable both environmentally and economically. It also happens to have much more in common with American Whiskey than you may think.
Learn More
Discover the people, places, and stories behind every step of our most adventurous whiskey production ever.
VIEW THE EXPERIENCE
Discover how our famed local water helps shape the flavor of American Whiskey.
VIEW THE EXPERIENCE
We've put together a guide to whiskey tasting for newcomers and experts alike. But remember, how you drink your whiskey is your decision. We’re just here to make sure it’s an experience you enjoy.
Learn More